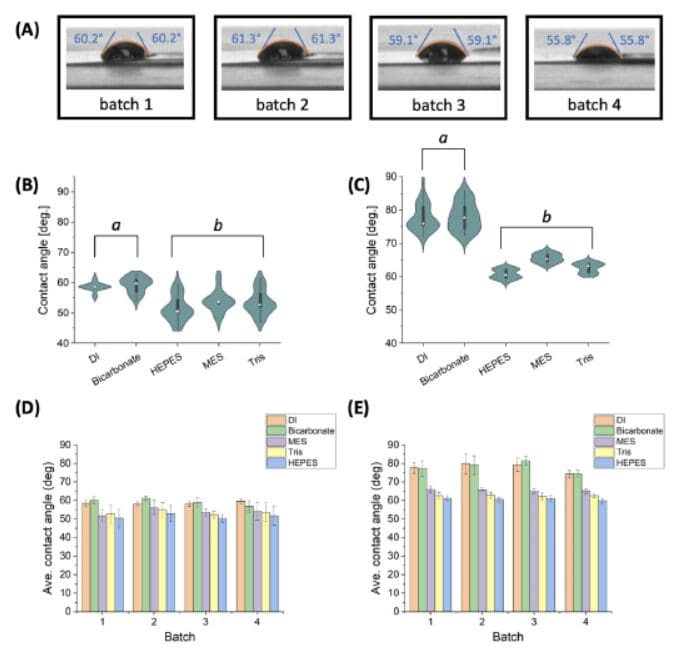
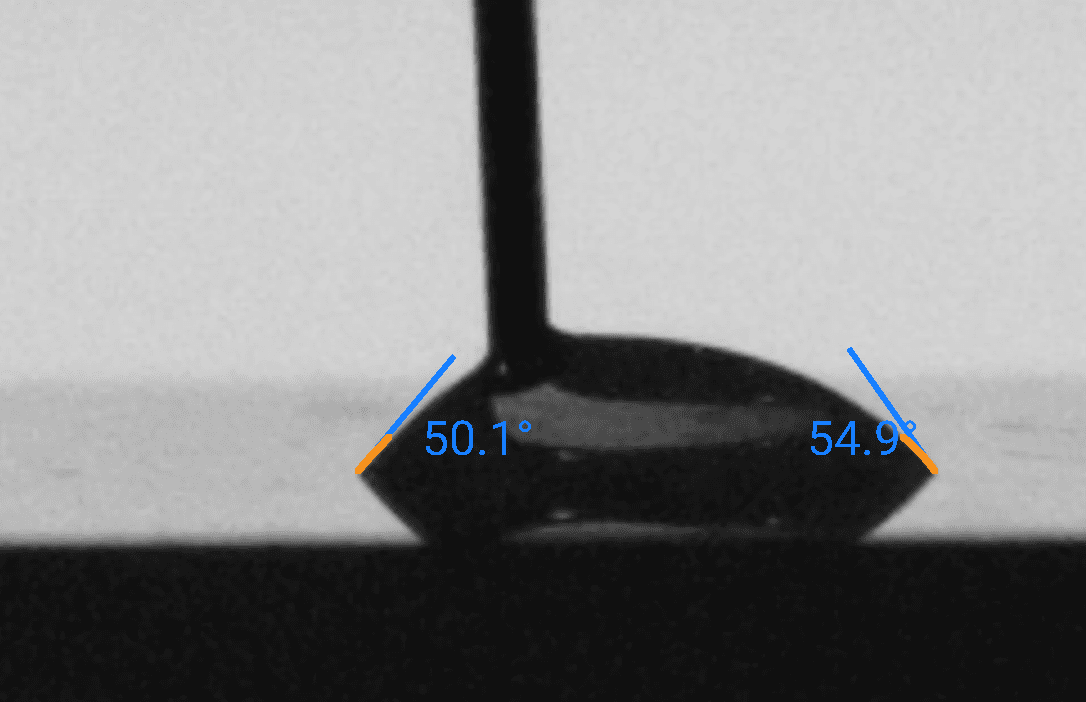
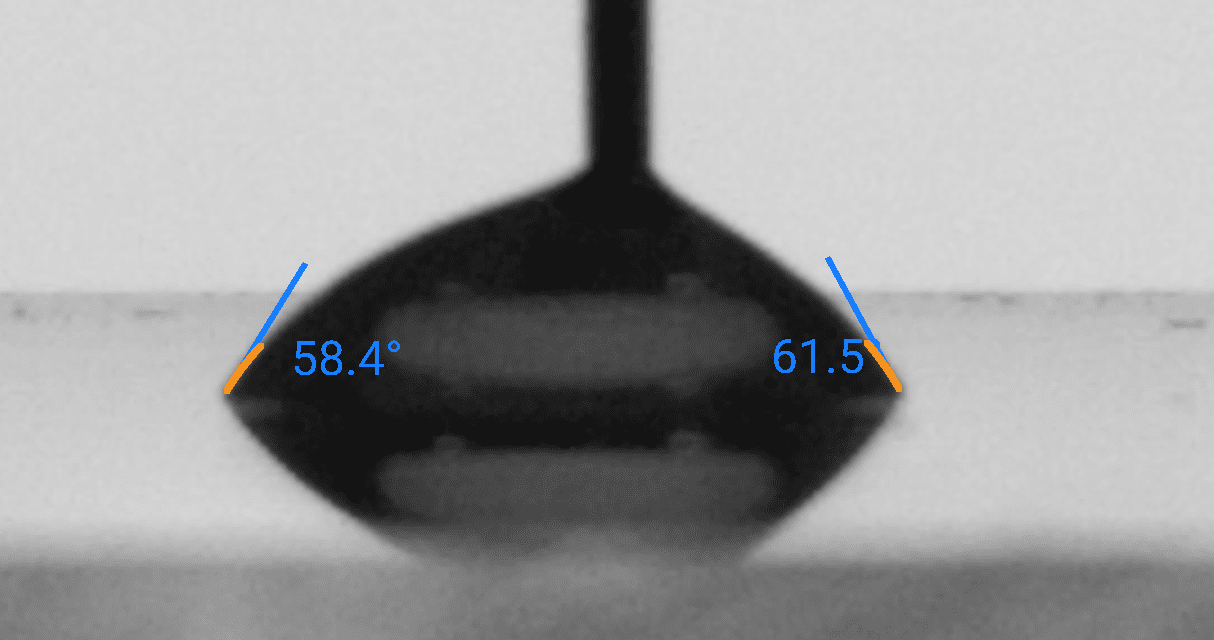
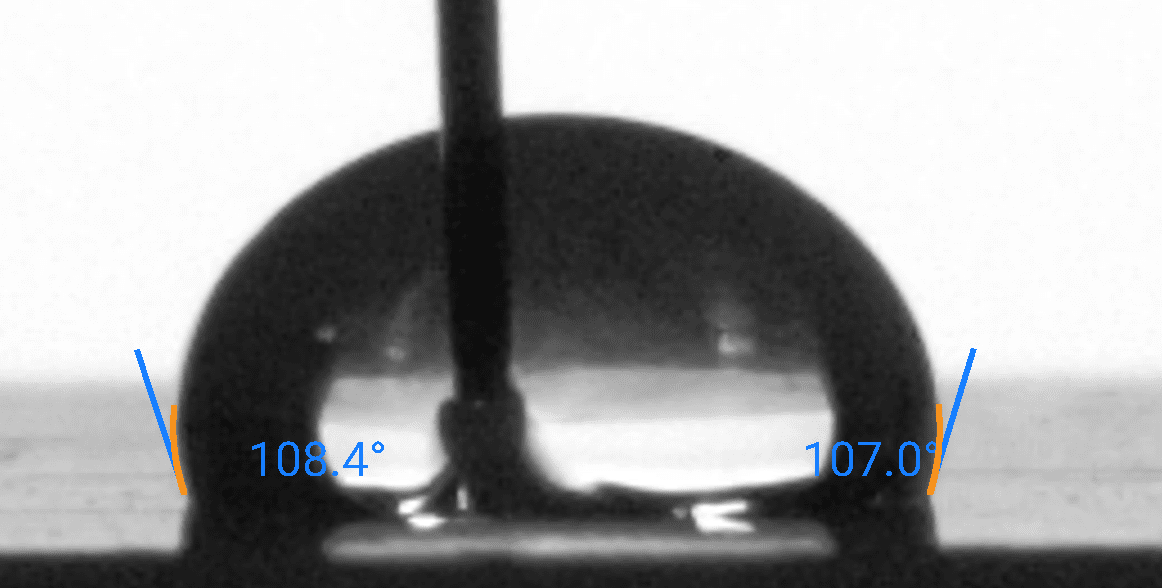

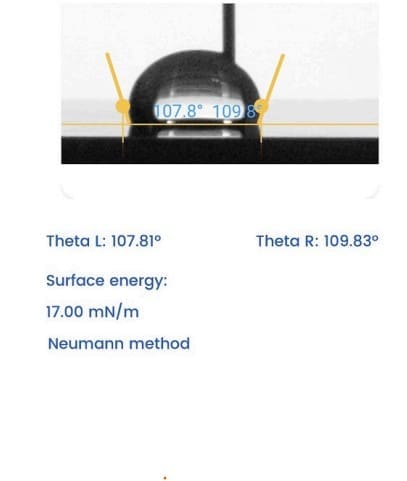
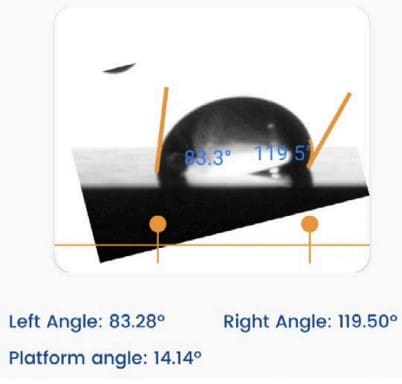
The Droplet Lab DROPOMETER‑M was used as a wettability/quality-control screen for LIG electrode surfaces by measuring static contact angle using a 2 µL sessile droplet placed on the LIG working area (Section 2.4). Because the LIG surface produced large fitting errors with axisymmetric Young–Laplace methods, the authors used a non-axisymmetric polynomial method for contact-angle calculation and archived the images (Section 2.4).
In the Electrical & Electronics context, this is significant because contact angle provides a fast, non-destructive indicator of surface state and process consistency for laser-processed carbon electrodes—helping teams detect when manufacturing conditions (e.g., long print runs, laser downtime/maintenance) begin to degrade uniformity (Section 3.1; Figure 1).
Where the paper explicitly ties wettability to liquid/surface-tension behavior:
In Section 3.1, the authors note that common buffers (HEPES, MES, Tris) lower contact angle versus DI water and interpret this as surfactant-like behavior impacting interfacial conditions; however, surface tension is not directly measured.